Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

螺紋的收尾往往決(jué)定著一(yī)個緊固件的使用性能和功能,收尾不好會降低緊(jǐn)固件的強(qiáng)度,所以在此把(bǎ)有關螺紋(wén)收尾要求比較(jiào)全的一個標(biāo)準展示出來,雖然是航空航天標準,但在芭乐视频网页版平時其他緊固件也是需要注意這些細節,提升緊固件質量,供需要的參考。
1.適(shì)用範圍(wéi)和領域:
1.1本標準規定了航空航天結構中所用螺柱的引導牙、半角、錐度和不圓度的滾製(zhì)螺紋單元(yuán)公差;它還規定了這些螺柱的引導螺紋和收(shōu)尾螺紋(wén)的要(yào)求。
1.2本(běn)標準規定了(le)航空航天結構(gòu)中使用的螺栓和螺紋軋製螺(luó)紋的徑向螺紋和引導(dǎo)螺紋(wén)要求;本標準還規定了通過光學投影確定符合ISO 3353要求的仲裁方法
1.3螺栓(shuān)和螺釘引導和收尾螺(luó)紋要求也適用於其(qí)他通過滾製產生螺紋的(de)外螺紋產品。
2.定(dìng)義:
2.1全形螺紋:
完全成形的螺紋在1節的軸向距離(點A、點B、點(diǎn)C)內具有(yǒu)符合設計(jì)輪廓的輪廓,在公差帶限製(zhì)範圍內。見圖1。

2.2螺紋收尾:
螺紋收尾位於螺杆的光杆(gǎn)部分末端(或頭下圓角)和第一個完全成形(xíng)的螺紋根部之間,其中(zhōng)小徑不大於最大(dà)小徑。見圖2A和2B。
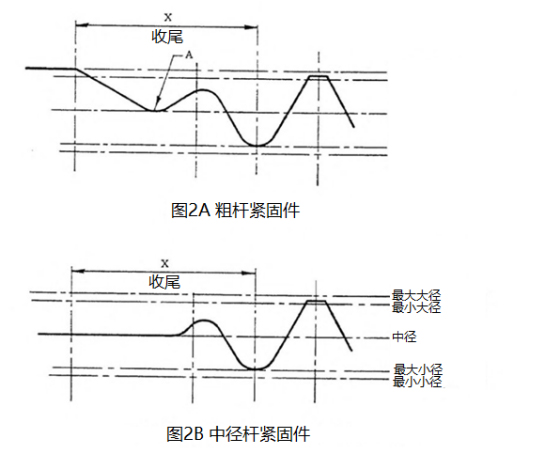
2.2.1對於粗杆緊固單元,收尾X應包括由螺紋滾壓模產生的不完整螺紋加(jiā)上螺紋滾製外徑(jìng)的展開部分。參(cān)見圖2A。
2.2.2對於為中徑細杆緊固單(dān)元,收尾X僅包括(kuò)不完整的螺紋,不會延伸到下(xià)頭下圓角半徑。參見圖2B
2.3不完整的引導螺紋:
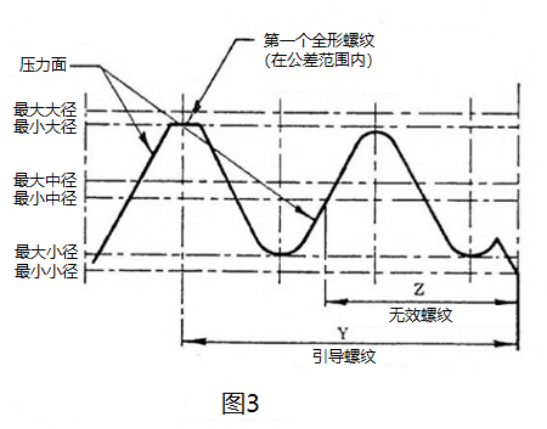
不完整的(de)引導螺紋位於緊固件端部和第(dì)一個完全成形(xíng)的螺紋之間,其中頂部(bù)的直徑不小於最小大直徑。參見圖3。
2.3.1無效引導螺紋:無效引導螺紋位於緊固(gù)件端部和第一(yī)個有效螺紋(wén)之間,螺紋壓力側的中徑對應於該點的最小中徑。見圖3
3.技術要求:
3.1螺紋應符合零件圖紙的規定。滾製外螺紋也(yě)應符合(hé)本文規定的適用要(yào)求。
3.2特殊螺柱(zhù)末端螺紋:
過盈配合專用螺柱末端螺紋、UN或UNJ英製螺紋(wén)和MJ公(gōng)製(zhì)螺(luó)紋應(yīng)滿足以下要求。
3.2.1螺柱螺紋單元公差:螺柱端全(quán)螺紋的中徑(jìng)限值應符合零件圖紙(zhǐ)的規定。
3.2.1.1引導和半角偏(piān)差:如果零件(jiàn)圖紙上未規定(dìng)公差等級,螺柱端螺紋(wén)的引導和(hé)半角公差應符合(hé)表I的規(guī)定。
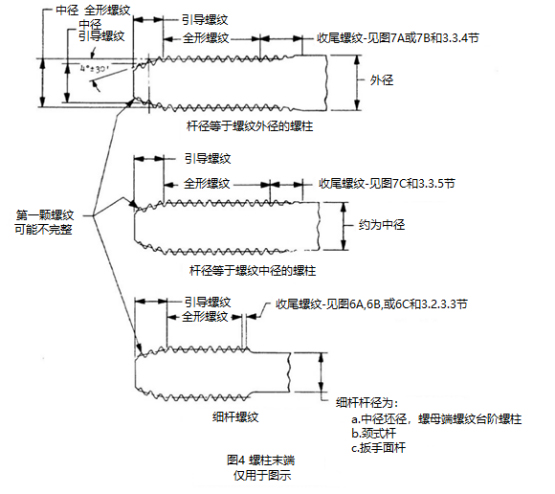
3.2.1.2錐度:對於UN和UNJ螺紋,螺(luó)柱端(見圖4)上所有全螺紋的螺距圓柱的錐度不得超過0.0005英寸(cùn)/英寸,對於MJ螺紋,不得超過13μm/25 mm,如果錐度較(jiào)大,則較小的直徑應位(wèi)於(yú)螺柱的入口端。錐(zhuī)度(dù)變化應(yīng)在零件圖紙規定的直徑範圍內。
表(biǎo)I – 引(yǐn)導螺紋 & 半角偏差(chà)
|
UN & UNJ 每英寸螺紋數 |
引導螺(luó)紋偏差 (見注(zhù) 1) |
半角偏差 |
|
MJ 螺距 |
引(yǐn)導螺紋偏差 (見注 1) |
半角偏差 |
||
|
|
英寸(cùn) |
度 |
分 |
|
mm |
um |
度 |
分 |
|
32 |
0.0003 |
0 |
37 |
|
0.8 |
7 |
0 |
37 |
|
28 |
0.0003 |
0 |
35 |
|
1 |
8 |
0 |
33 |
|
24 |
0.0003 |
0 |
33 |
|
1.25 |
10 |
0 |
30 |
|
20 |
0.0004 |
0 |
30 |
|
1.5 |
11 |
0 |
30 |
|
18 |
0.0004 |
0 |
31 |
|
1.75 |
13 |
0 |
29 |
|
16 |
0.0005 |
0 |
29 |
|
2 |
15 |
0 |
28 |
|
14 |
0.0005 |
0 |
29 |
|
2.5 |
18 |
0 |
26 |
|
13 |
0.0005 |
0 |
28 |
|
3 |
20 |
0 |
25 |
|
12 |
0.0006 |
0 |
28 |
|
|
|
|
|
|
11 |
0.0006 |
0 |
26 |
|
|
|
|
|
|
10 |
0.0007 |
0 |
26 |
|
|
|
|
|
|
9 |
0.0007 |
0 |
25 |
|
|
|
|
|
|
8 |
0.0008 |
0 |
25 |
|
|
|
|
|
注1. 任何(hé)2個螺紋之間(jiān)的引導偏差不(bú)得超過(guò)螺柱端螺紋(包括引導螺紋)的長度。
3.2.1.3不圓度:螺柱端全螺紋(wén)中徑圓(yuán)柱的不圓度對於UN和(hé)UNJ螺紋不得超過0.0005英寸FIM,對於MJ螺紋不得超過(guò)13μm FIM。圓度變化應在(zài)零件圖紙規定的中徑範圍內。
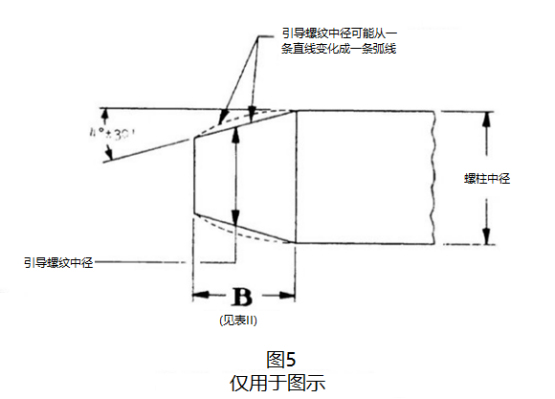
3.2.2雙頭螺柱(zhù)引導螺紋:如圖4所示,如(rú)果需要錐形引導螺紋,則(zé)雙頭(tóu)螺柱端部引導螺紋的中(zhōng)徑應從(cóng)全螺紋(wén)的雙頭螺柱中徑開始,並(bìng)繼(jì)續減小表II中規(guī)定的距離B。見圖5。
3.2.2.1螺柱端部的最小引導螺紋長度由螺(luó)柱將進入引導螺(luó)紋環規(guī)或同等精度規的圈數控製,該量規應達到(dào)零(líng)件圖紙規定的引導螺(luó)紋最大中徑;此類圈數不得小於1圈,也不得大於(yú)2圈。
3.2.2.2引導(中徑)的任何變化應在螺柱端的引線螺(luó)紋上與螺柱端的全螺紋上相同的相對方向上。
3.2.3螺柱螺紋收尾:見圖4。