Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

表(biǎo) II – 引導螺紋長度(dù)
|
UN & UNJ 每英寸螺紋數 |
B, Max |
|
MJ 螺距 |
B, Max |
|
|
Inch |
|
mm |
mm |
|
32 |
0.09 |
|
0.8 |
2.4 |
|
28 |
0.11 |
|
1 |
3 |
|
24 |
0.13 |
|
1.25 |
3.75 |
|
20 |
0.15 |
|
1.5 |
4.5 |
|
18 |
0.17 |
|
1.75 |
5.25 |
|
16 |
0.19 |
|
2 |
6 |
|
14 |
0.21 |
|
2.5 |
7.5 |
|
13 |
0.23 |
|
3 |
9 |
|
12 |
0.25 |
|
|
|
|
11 |
0.27 |
|
|
|
|
10 |
0.30 |
|
|
|
|
9 |
0.33 |
|
|
|
|
8 |
0.38 |
|
|
|
3.2.3.1粗杆螺柱:粗杆螺柱的螺紋跳動應符合3.3.4的規定。
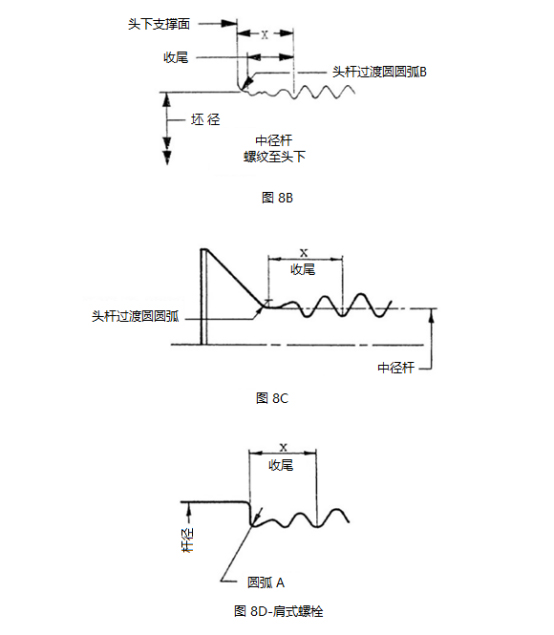
3.2.3.2中(zhōng)徑螺杆螺柱:對於螺杆直徑等於螺柱端全螺紋中徑的螺杆,收尾(wěi)的螺紋應符(fú)合3.3.5的規定。
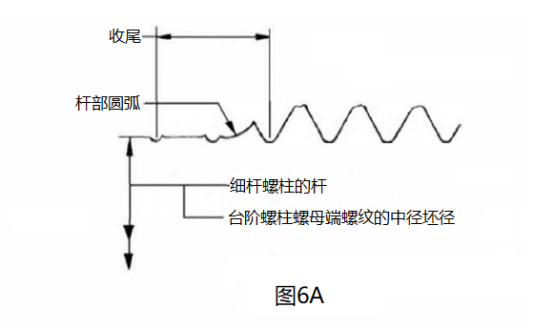
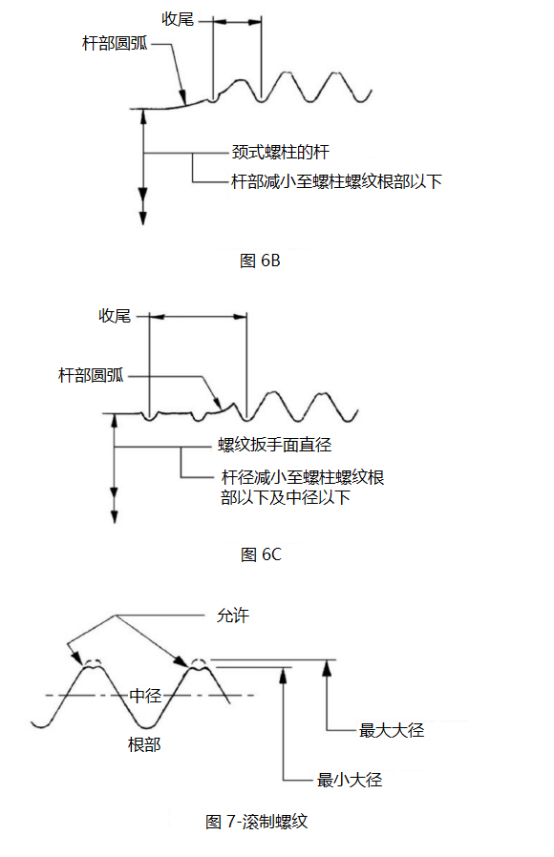
3.2.3.3細杆螺柱:細杆螺柱的螺紋收尾輪(lún)廓如圖(tú)6A、6B和6C所示(shì)。對於最小1個牙距和最大(dà)2個牙距的軸(zhóu)向長度,螺紋收尾(wěi)的根部(bù)直徑應等於全形螺紋的(de)根部直徑;螺紋收尾根部的(de)剩餘(yú)部分應在(zài)0.5個牙距的軸向長度內逐漸消失。從全形螺紋末端開始(shǐ),螺紋收尾的頂部應向杆部(bù)逐漸變細。
3.3螺栓、螺釘和螺柱螺紋、UN、UNJ和MJ螺紋(wén)形式:
具有標準螺紋的間隙配合螺柱端螺紋應具有與螺栓相同的螺紋收尾和引導螺紋要求。
3.3.1波(bō)峰偏差(chà):允許螺栓、螺釘和螺(luó)柱螺紋(wén)的(de)螺紋輪廓在圖7所示的(de)大徑限製範圍內的螺紋波峰處以及(jí)螺紋段各端的不完整螺紋處出現輕微偏差。圖紙上的一般“倒邊”注釋不適用於螺紋頂(dǐng)部;此(cǐ)位置(zhì)允許有銳邊(無毛刺和羽狀邊)。去除螺紋毛刺的任何操作不得使UN和UNJ螺(luó)紋的倒邊半(bàn)徑超過0.003 英寸,MJ螺紋的倒邊半徑超過(guò)0.08 mm。
3.3.2鎖緊孔:如果孔的直徑在規定公差範圍內,允(yǔn)許具有鎖緊孔的零件(jiàn)的孔和沉孔略微呈橢圓形,沉孔處的螺紋頂部略微(wēi)變平。
3.3.3不完整的引導螺紋:除3.2.2中所述螺柱(zhù)端螺紋上的引導(dǎo)螺紋外,不完整的引導螺紋Y與緊固件端部(包(bāo)括倒角)之(zhī)間(jiān)不(bú)得大於2個螺距。見圖3。
3.3.3.1無效導螺紋:無效(xiào)引導螺紋Z與緊固(gù)件(jiàn)端部(包括倒角)之間不得大於(yú)1.5個(gè)螺距。參見(jiàn)圖3。
3.3.3.2倒角長度應符合零件圖(tú)紙的規定。若倒角由直徑和角度規定,則倒角長度應符合3.3.3的要求。
3.3.3.3螺紋端部的倒角直徑應與螺紋同心,在允許倒角偏心至小直徑的範圍內(nèi)。
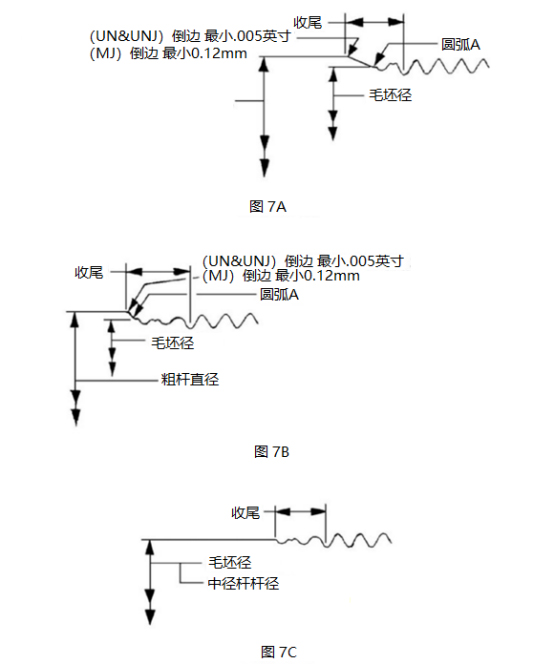
3.3.4粗杆(gǎn)緊固件的螺紋(wén)收尾:對於公稱杆徑等於公稱螺紋尺(chǐ)寸的緊(jǐn)固件,收(shōu)尾(圖7a和7B)應在最大2個(gè)螺距和(hé)最小1個(gè)螺距之間。收尾的不完(wán)整螺紋部分不得小於0.6個螺距。
表 Ill
|
UN & UNJ 每英寸螺紋數 |
圓弧(hú) "A" 英寸 |
MJ 螺(luó)距, mm |
圓弧 "A" mm |
|
≥ 32 |
0.005 |
≤ 1 |
0.12 |
|
28 ~ 14 |
0.010 |
1. 25 ~ 1. 75 |
0.25 |
|
13 ~ 10 |
0.015 |
2 和 2. 5 |
0.40 |
|
9 和 8 |
0.020 |
3 |
0.50 |
3.3.4.1毛坯直徑與粗杆直徑之間(jiān)的過渡應包括圓弧“A”和圖7A中的錐度或肩如圖7B所示。圓弧“A”不得小(xiǎo)於以下規(guī)定(dìng)的量;如圖7B所示,對於收尾螺紋和粗杆直徑(jìng)之(zhī)間隻(zhī)有圓弧且無錐度的零件,不完整螺紋不得侵占(zhàn)半徑“A”。
3.3.5螺紋收尾,中徑杆緊固(gù)件:與螺紋毛坯直徑相當的中徑杆部件,其螺紋滾(gǔn)製應具有0.6個螺紋螺距和最大2個螺距的最(zuì)小螺紋收尾。見圖7C
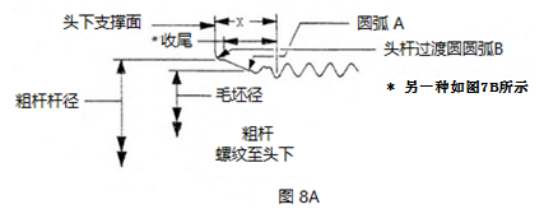
3.3.6螺紋至頭部緊固件的螺(luó)紋收尾:對於螺紋至頭部且(qiě)頭部支承麵垂直於螺紋軸的零件(jiàn),全螺紋端部和支承麵之間的尺寸X(圖8A和88)應如下所示,除非零件(jiàn)圖紙上另有(yǒu)規定:
X最(zuì)小值=1.5螺距+B最大頭杆圓角半徑*
X最大(dà)=X最小+0.5螺距
對於英寸尺寸,X四(sì)舍(shě)五入至小數點後3位;對於毫米尺寸(cùn),X四舍(shě)五入至小數點後(hòu)2位。
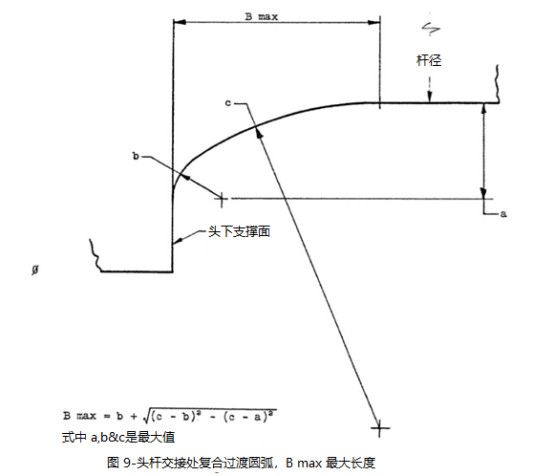
*使用圖9中給出(chū)的公式計算B max,其中規定了複合型頭-杆圓角。
收尾應符合3.3.4中關於粗杆條件(jiàn)的規定,以及3.3.5中關於中徑杆條(tiáo)件的規定,但不得侵占頭部至柄圓角半徑“B”,或(huò)圖9中所示的複合圓角長度B max。
3.3.6.1對於帶有錐形支承麵(如圖8C所示)的頭(tóu)部螺紋零件,收(shōu)尾應在最大2個螺距和最小0.6個螺距之間(jiān),且僅包括不完整的螺紋,但不得侵占頭部至杆部的圓角。
3.3.7帶肩(jiān)螺栓的螺紋收尾:帶肩(jiān)螺栓的(de)杆徑和跳動X端(duān)部與螺紋(wén)小直徑之間的過渡(dù)段應具有(yǒu)如圖8D所示的3.3.4.1中所述的半徑A,位於軸肩(jiān)與內凹和不完整螺紋的(de)接合處。
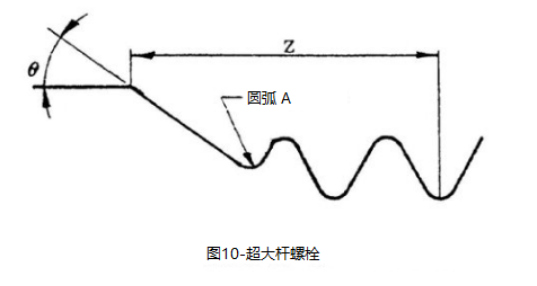
3.3.8螺紋收尾,超大杆(gǎn)螺栓(shuān):坯料直徑和超大杆直徑(jìng)之間的過渡(dù)應包括半徑和錐度,如(rú)圖10所示,增加了Z的長度,如下:
Z = X+(D0-Dnom)/2 tanθ 最小
其中
D0=超大杆直徑
D nom =公稱粗杆(gǎn)直徑
θ=杆錐度角
X=第(dì)3.3.4節中規定的粗杆收尾
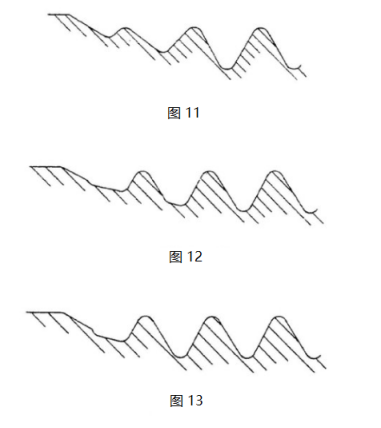
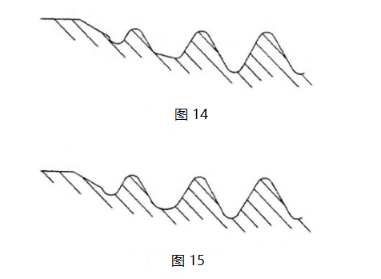
3.3.9圓(yuán)弧收尾:對於UNJ和MJ螺(luó)紋,不完整螺紋根部的側麵應由(yóu)一個(gè)或兩個圓弧和一個光滑且無突然刀具停止標記的平麵連接(見圖11、12、13、14和15);該圓弧或半徑不得小於完整螺紋規定的最小(xiǎo)根部半徑(jìng)。不完(wán)全(quán)螺紋應在軸向長度不小於0.6個螺距的範圍內逐漸減小,並與螺紋滾製的毛坯直(zhí)徑平滑地結合。
3.3.10全形螺紋:對於螺栓、螺釘和螺柱螺母螺紋端,所有螺紋單元(yuán)應在規定的限製範圍內(nèi),從3.3.3中的不完整引導螺紋開(kāi)始,到(dào)3.2.2中的引導螺紋結束,並延伸(shēn)到規定的全形螺紋長度(dù)。
4.檢查方法:
4.1全形螺紋:
3.3.10中的全形螺紋測量應符合適用螺紋規範的測(cè)量要求。
4.2不完整的引(yǐn)導和收尾螺紋:
製造過程中使(shǐ)用的檢驗方法應由製造商自行決定,前提是它們確保(bǎo)符合上(shàng)述要求。
確定是否符合不完整(zhěng)引導和收尾螺紋(wén)要求(qiú)的仲裁方法應采用(yòng)如下所示的光學投影(yǐng)法;除非3.2.2中的螺柱引導螺紋(wén)應按照3.2.2.1中的規定進行測量。
4.3比較表(biǎo)要求:
比較儀上測量不完整螺紋的圖表應如圖(tú)16和以(yǐ)下分段所示。圖表應至(zhì)少放大20倍,以匹配比較器的能(néng)力。
4.3.1螺紋收尾(wěi)的圖表要求:
a.用於定義最小螺紋高度的水平平行線,最小螺紋高度定義為最小大(dà)直徑和最大小直徑之差的一半。
b.表示螺紋跳動的最大長度,垂直線A,位於垂直線B的左側,符合以下要求(qiú):
公稱粗杆直徑(jìng)螺栓的2個螺距。



